
SMED : (3/4)
La méthode
SMED … mais au fait, qu’est-ce que ça veut dire ?
Après avoir assez longuement présenté les principes du SMED, “ce qu’il n’est pas” dans l’article SMED : Le principe (1/4) et “ce qu’il est” dans l’article SMED : Le principe (2/4), je vous propose aujourd’hui de nous intéresser au cœur de la méthode SMED.

SMED est un acronyme anglophone.
SMED = Single Minute Exchange of Die
Comme vous êtes des pros de “l’Anglishe”, vous savez que “Single” signifie “Célibataire” et que “Die” signifie “Mort”.
Un SMED c’est donc “l’échange de célibataire chaque minute”.
Vous l’avez compris …
… c’est du speed dating pour rencontrer l’amour de sa vie !

Et comme c’est un échange toutes les minutes, c’est la raison pour laquelle on dit que c’est un “échange de la mort 💀 ” …
Bon allez, OK j’arrête avec mon humour à 2 balles …
(dommage je suis sûr que le concept aurait pu intéresser Meetic ou les autres) 😉
SMED : Signification, Histoire, Méthode
SMED = Single Minute Exchange of Die
Dans ce cas, “Die” signifie “Matrice” (d’une presse) et “Single Minute” signifie “un temps compris entre 1 et 9 minutes”. En bon français …
SMED = Changement d’une matrice en moins de 10 minutes
L’objectif du SMED est donc de réduire le temps de changement de série pour qu’il s’effectue en moins de 10 minutes.
Un (tout) petit peu d’histoire
La méthode SMED a été créée par un ingénieur japonais du nom de Shigeo SHINGO.
M. SHINGO est intervenu durant une grande partie de sa carrière auprès d’industriels japonais dont les firmes MAZDA, MITSUBICHI et TOYOTA.
Cela lui prendra 19 ans, de 1950 à 1969, pour mettre au point la méthode SMED telle que nous la connaissons aujourd’hui.
Cette méthode fait partie des fondations du TPS (Toyota Production System).

La méthode - Les définitions à connaître
Nota : Je tiens à préciser que ce paragraphe ne remplacera pas une formation complète avec application sur le terrain.
La méthode est assez simple, mais pour bien la comprendre il faut connaître les trois définitions, que sont :
- Le changement de série : Un changement de série est le temps qui s’écoule entre la fin de la dernière pièce bonne de la série précédente et le début de la première pièce bonne de la série suivante

Nota : La première pièce bonne est la dernière pièce d’essai.
Aussi, logiquement, le début de la série B correspond au début de la dernière pièce de réglage, celle qui sera contrôlée et validée comme étant bonne.
À moins de pointer chaque début de pièce d’essai, il n’est pas toujours facile de connaître son début avec précision. Prendre comme fin de changement de série la fin de la première pièce bonne est souvent toléré, car plus pratique et sans grandes conséquences.
- Opération interne / temps interne :
C’est une opération qui ne peut se dérouler que lorsque la machine est à l’arrêt
- Opération externe / temps externe :
C’est une opération qui peut se dérouler lorsque la machine est en fonctionnement
La méthode - Les 4 étapes
La méthode SMED se déroule principalement en 4 étapes majeures :
- Filmer et séquencer : Vous filmez un changement de série en prenant soin de faire un focus sur les mains du régleur. Je conseille au “caméraman” de se tenir à environ 60 à 80 cm des mains de l’opérateur. Cela permet de voir non seulement les mains du régleur, mais aussi la posture de son corps. Par la suite, le film est projeté en présence de l’opérateur. Ce dernier précisera alors les opérations qu’il effectue et le chronomètre donnera factuellement la durée de celles-ci.
- Dissocier : Une fois la liste établie (opérations et temps), il faut s’accorder pour classer ces dernières dans l’une des catégories Interne (machine obligatoirement arrêtée) ou Externe (machine pouvant fonctionner)
- Convertir : C’est là, la grande astuce du SMED !!! Trouver des solutions pour convertir le maximum d’opérations internes en opérations externes. Ce n’est pas toujours simple et cela demande souvent quelques investissements (en général assez légers).
- Réduire : Le but de cette étape est de réduire au maximum le temps des opérations. La priorité est mise sur les opérations internes, car cela à un impact immédiat sur la réduction du temps d’arrêt de la machine.
Mais il est aussi important de chercher à réduire le temps des opérations externes, car cela libère plus rapidement l’opérateur. Ce dernier peut alors prendre en charge une autre tâche.
Cette étape est le royaume de la créativité et de l’inventivité. Le Brainstorming (faites chauffer les neurones) est à l’honneur. Tous les moyens sont bons pour gagner du temps.
Personnellement, je conseille au groupe de raisonner, dans un premier temps, à moyens et budgets illimités. Cela a le mérite de permettre de “se lâcher” et de faire “émerger” de nouvelles idées; idées qui seront pillées et enrichies par les autres pour souvent aboutir à des astuces purement géniales (et bien souvent peu chères).
Il faut savoir en revanche que les investissements nécessaires peuvent vite devenir conséquents si l’on souhaite pousser les réductions à leurs extrêmes (pour des résultats stupéfiants).
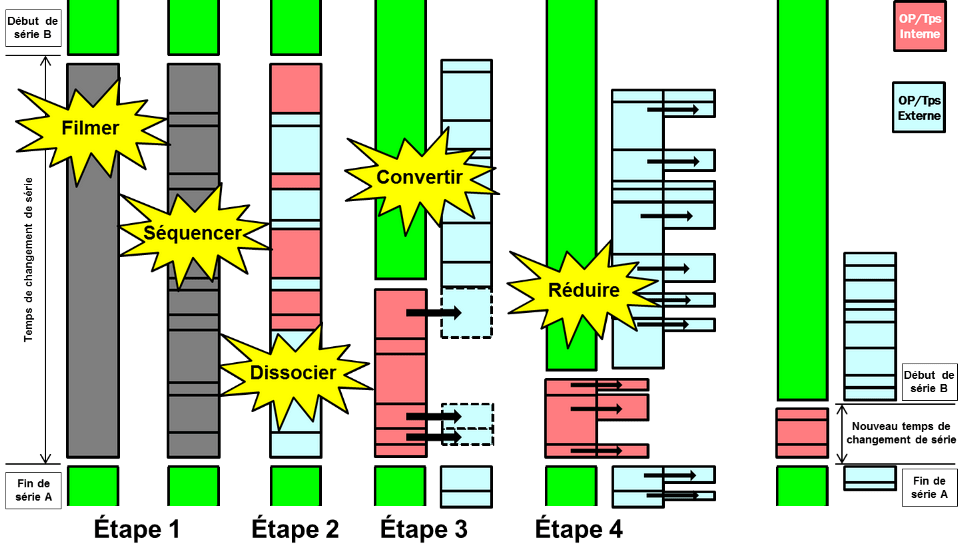
Un récap, un récap, un récap …
Comme souvent une image valant 1 000 mots …
Orthodoxie vs principe de réalité
L’orthodoxie de la méthode nous dit que l’objectif à atteindre est un changement de série en moins de 10 minutes.
Dans la réalité toutefois, il faut se garder d’être trop rigide. Le pragmatisme est de mise. Surtout en PME.
En effet, lorsque je mène des chantiers SMED, j’essaie de pousser les gains le plus loin possible … tout en faisant preuve de discernement.
Il faut raison garder.
Lorsque vous divisez un temps de changement de série par 3 ou par 5, et parvenez à atteindre environ 30 minutes sans avoir engagé de gros moyens, même si l’objectif “moins de 10 minutes” n’est pas atteint, l’entreprise est déjà super contente …
Or, bien souvent, pour réduire encore ces temps, il faut commencer à envisager des dépenses financières conséquentes.
La question “Cela vaut-il le coup ?” se pose alors et la réponse est bien souvent négative. Du moins dans un premier temps …
Par ailleurs, un premier chantier SMED est une étape qu’il faudra “digérer” et utiliser. Et cela s’apprend. Et cela demande un peu de temps.
Lorsque la maturité Lean progressera, la nécessité de faire un second chantier SMED pour, cette fois, “aller chercher” les 10 minutes se fera naturellement sentir.
Le standard
Jusqu’ici, nous avons évoqué la méthode. Vous trouverez sur le Web bien des documents relatifs au SMED dont certains sont très bien faits et bien plus “sexy” que cet humble article.
Pourtant, je n’en ai trouvé aucun (je ne les ai pas tous lus non plus …) qui évoque “l’après chantier”. Or, ce point est très important !
En effet, faire un chantier en appliquant la méthodologie décrite ci-dessus est bien. Mais si l’on s’arrête là, c’est du “one shot” et, à part se faire plaisir, cela ne sert pas à grand-chose.
Le chantier doit absolument aboutir à un (nouveau) standard de changement de série …
… et celui-ci doit être respecté et appliqué !!!
Cela signifie que suite à un chantier SMED, tout nouveau changement de série doit se faire en respectant le standard défini lors du chantier et le temps doit être chronométré.
Ainsi, il sera possible de voir s’il y a une dérive, mais surtout, il sera possible de mesurer l’impact des Kaizen apportés par les régleurs au fur et à mesure de leurs nouvelles idées d’améliorations.
Se contraindre à chronométrer tous les changements de série, c’est se mettre en position favorable
pour respecter et améliorer le standard établi !
C’est l’esprit Kaizen !
Nota : De vous à moi, “respecter et améliorer”, ça ne vous rappelle rien … pas même un peu le 5ème S des 5S (suivre et progresser) ? 😉 Vous voyez, le Lean est un “tout”, tout est lié, tout se tient, tout est cohérent …
OMED, OTED ... les cousins
Avec le temps, il est apparu des déclinaisons du SMED.
Il y a l’OMED = One Minute Exchange of Die (changement de série en moins d’une minute)
Il y a aussi l’OTED = One Touch Exchange of Die (changement de série immédiat)
Pour intéressantes qu’elles soient, ces méthodes ne sont ni plus ni moins que du SMED poussé à son extrême.
Prochain article sur le SMED
Je terminerai cette série d’articles consacrée à la méthode SMED par un exemple récent de chantier SMED … et vous montrerai une petite vidéo exemple “avant/après”.


















