
Le Muda de Process, qu'es aquò ? (2/5)
L'optimisation locale absurde
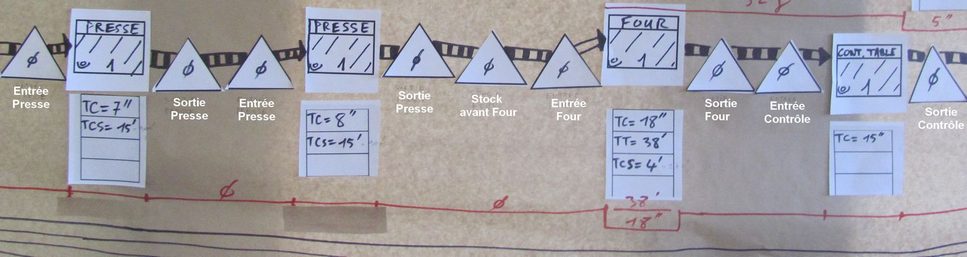
Voici une photo extraite d’une cartographie de flux de valeur (Value Stream Mapping, VSM)
L’opération consiste à souder par brasure trois éléments entre eux.
Dans un esprit totalement focalisé sur le prix de revient, de brillants ingénieurs des “Méthodes” ont émis l’idée que l’opération de brasage pouvait être terriblement raccourcie.
Pour cela, les pièces devaient être préassemblées, enduites de pâte à braser et passées ensuite au four sur un tapis roulant.
L’opération de brasure manuelle, qui durait auparavant 1 min 25 sec (dont le contrôle) a été réduite à 48 secondes (soit un gain de productivité de 43 %). Bravo !!!
Mais, à y regarder de plus près, que voit-on sur la cartographie ?
- Deux opérations ont été ajoutées pour que les pièces soient serties afin de pouvoir les badigeonner de pâte à braser avant passage au four. Ces deux opérations de presse sont sans valeur ajoutée (la valeur ajoutée étant la soudure des pièces entre elles)
- Le travail se faisant en lots et files d’attente, nous avons répertorié neuf emplacements de stockage entre l’entrée de la première presse et la sortie du contrôle. Cela signifie aussi neuf localisations où les pièces attendent (Mudas de stocks et d’attentes)
- Pour passer d’un poste à l’autre, chaque pièce est prise, manipulée et reposée (Muda de mouvement)
- Une charge de travail supplémentaire pour la logistique/caristes qui est sollicitée pour déplacer des caisses lourdes d’un emplacement de stockage à l’autre (Muda de déplacement)
- Un temps de traversée “explosé” par rapport à l’opération de soudure manuelle initiale
- L’emploi d’une “cabine four” très énergivore, qu’il faut entretenir, piloter (nécessite de compétences)… et qui tombe en panne toujours au mauvais moment (Loi de Murphy)…
- Plus insidieux, une dissolution de la responsabilité et de l’appropriation de l’opération du fait que les pièces “passent” entre les mains de plusieurs personnes.
Dans le cas d’une soudure manuelle, une seule personne manipule les pièces et contrôle la qualité de son travail immédiatement - Le contrôle à postériori permet souvent aux défauts de rester cachés dans le stock et, plus grave encore, ne permet pas d’identifier leurs causes racines.
D’un point de vue local, l’ajout de ces deux opérations de sertissage en presse a permis de réduire le temps sec de l’opération de soudure. Un bon point pour le prix de revient, certes.
Mais d’un point de vue global, flux/fluidité, énergie dépensée et temps de traversée de pièces, cela en valait-il la peine ???
Je vous laisse vous forger votre opinion, ……… mais pour mon client comme pour moi-même, la réponse à cette question est bien NON !!!
Et vous, dans votre boite, déjà vu de bonnes idées qui au final n'en étaient pas ?
Pour voir le second exemple de Muda de Process: La surqualité


















